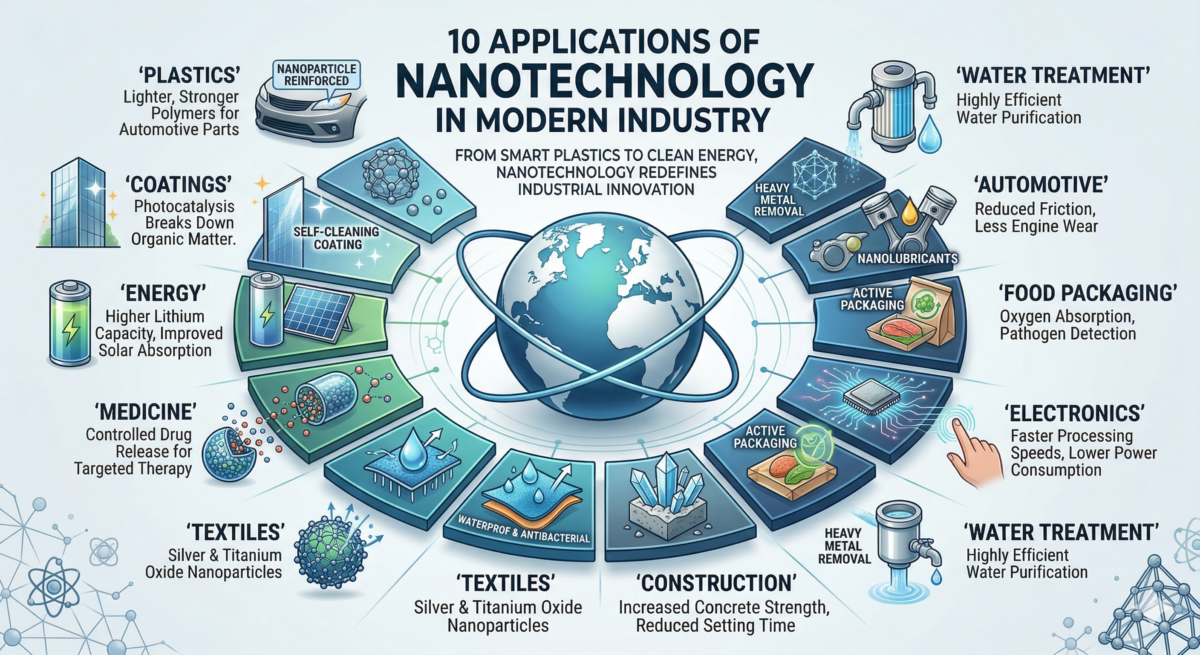
Currently, the 10 applications of nanotechnology in industry demonstrate that it is no longer confined to the laboratory, but is present in a wide variety of sectors, such as construction, energy, medicine, electronics, and food. Thus, from smart plastics to self-cleaning coatings and more resistant cements, nanotechnology plays a fundamental role in redefining industrial innovation.
In this article, we will examine how nanotechnology in today’s industry is transforming production processes, introducing changes that improve the efficiency of materials, but also opening doors to developments that, just a few decades ago, seemed like science fiction.
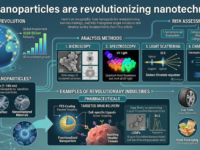
What is nanotechnology, and why is it transforming industry?
Nanotechnology is a branch of science that works with matter at extremely small scales, where materials can acquire entirely new properties. By directly intervening in the internal structure of elements, it is possible to improve characteristics such as strength, durability, conductivity, and energy efficiency. This capability is transforming industry, enabling the development of lighter, more functional, and sustainable products, optimizing production processes, and opening new opportunities for innovation in key sectors such as manufacturing, energy, and construction.
What does it mean to work at the nanoscale?
Working at the nanoscale involves operating in dimensions between 1 and 100 nanometers, that is, a thousand times smaller than the thickness of a human hair. Within this range, materials exhibit different behaviors than they exhibit at conventional sizes: their color, conductivity, reactivity, and even their resistance change.
Thanks to this, nanotechnology in industry allows the development of materials with specific characteristics, adjusting their internal structure at the atomic level. This opens up a virtually unlimited field of possibilities for creating smarter and more functional solutions.
Differences between traditional chemistry and nanochemistry
Traditional chemistry focuses on reactions between whole molecules, while nanochemistry works directly on assembling atoms.
This allows for the modification of properties such as hardness, flexibility, transparency, or conductivity of materials. For example, a nanoscale titanium dioxide coating can be transparent, self-cleaning, and water-repellent, making it ideal for glass or architectural surfaces.
This extremely small-scale approach paves the way for innovations previously impossible with conventional methods. By controlling the internal structure of materials with greater precision, it is possible to improve their performance without increasing their weight or resource consumption. As a result, more wear-resistant surfaces, more energy-efficient materials, and more sustainable solutions are being developed for sectors such as construction, electronics, and medicine, demonstrating how manipulation at the atomic level can transform the functionality of modern materials.
The impact of nanotechnology on industrial innovation.
Industrial nanochemistry is driving a new generation of functional materials. From antibacterial paints to ultralight batteries, its impact is far-reaching. Companies that adopt nanotechnology are able to reduce production costs, increase energy efficiency, and develop more sustainable products, resulting in clear competitive advantages.
Furthermore, this technological evolution allows industries to respond more quickly to market demands and increasingly stringent environmental regulations. By incorporating materials with improved properties, companies can extend the lifespan of their products, reduce raw material consumption, and minimize waste. This progress not only drives innovation but also fosters more responsible production models, in which efficiency and sustainability become strategic pillars for long-term industrial growth.
Benefits of applying nanotechnology in industrial processes
The application of nanotechnology in industrial processes offers numerous benefits that directly impact the efficiency, quality, and sustainability of production. By working at the nanoscale, it is possible to design materials with superior properties, such as greater strength, durability, and lightness, thus improving the performance of the final products.
Furthermore, these advancements allow for the optimization of raw material and energy use, reducing operational costs and minimizing environmental impact. In sectors such as manufacturing, energy, construction, and electronics, nanotechnology facilitates the development of more precise, safe, and efficient processes, driving continuous innovation and strengthening the competitiveness of companies in increasingly demanding markets.
Greater energy efficiency and sustainability
Nanoparticles optimize chemical reactions and improve the efficiency of industrial processes. This allows for energy savings, waste reduction, and minimization of raw material use. In the context of modern industry, where sustainability is a priority, nanotechnology represents a fundamental tool for achieving environmental goals.
Customization of materials according to their intended use.
Another notable advantage is the ability to customize materials for specific applications. For example, a polymer can be modified to be more flexible in medical settings or more durable in the automotive industry. This level of control was unthinkable with conventional chemistry.
Waste reduction and resource optimization
By operating at the molecular scale, industrial nanochemistry processes reduce waste generation and improve resource utilization. Furthermore, nanocatalysts accelerate chemical reactions with less material, making processes cleaner and more economical.
1. Nanotechnology in the plastics industry
Polymers reinforced with nanoparticles.
Nanotechnology applied to plastics allows the manufacture of polymers reinforced with carbon, clay, or silica nanocomposites. These materials are more resistant to heat, impact, and UV radiation.
Thanks to these properties, they are used in the manufacture of automotive parts, packaging, electrical components, and building materials.
Biodegradable and antibacterial plastics
The incorporation of silver or copper nanoparticles has resulted in plastics with antibacterial properties, ideal for medical and food applications. On the other hand, the addition of natural nanomaterials has driven the development of biodegradable plastics, reducing the sector’s environmental impact.
2. Nanotechnology in industrial coatings
Self-cleaning and anti-corrosion coatings
One of the 10 most popular applications of nanotechnology in industry is the creation of smart coatings.
Coatings with titanium dioxide nanoparticles, for example, generate a self-cleaning surface thanks to photocatalysis: when light hits the material, organic substances are broken down.
Advanced protection in hostile environments.
In industrial environments exposed to moisture, heat, or corrosion, nanostructured coatings form a denser and more durable protective barrier than conventional coatings. This extends the lifespan of equipment and structures, reducing maintenance costs.
3. Nanotechnology in the energy industry
Improvements to the battery and solar panels.
In the energy sector, nanotechnology applied to industry has enabled the development of batteries with higher energy density and more efficient solar panels. Nanoparticles increase lithium storage capacity and improve the absorption of sunlight, making renewable energy more economically viable.
Nanostructured catalysts for clean energy
Nanocatalysts also play a key role in the production of hydrogen and biofuels, reducing the energy consumption of chemical processes. This application drives the development of clean and sustainable energy sources.
4. Nanochemistry in medicine and pharmacology
Nanoparticles for controlled drug release
In the healthcare field, industrial nanotechnology has revolutionized medical treatments. Nanoparticles can encapsulate medications and release them directly into the affected tissue, avoiding collateral damage and increasing therapeutic efficacy.
Biocompatible materials and medical sensors
Thanks to nanotechnology, biocompatible implants, more durable prostheses, and sensors capable of detecting diseases in their early stages are being manufactured. These advances improve diagnostic accuracy and the quality of life for patients.
5. Nanotechnology in the textile industry
Fabrics with antibacterial and waterproof properties
The application of nanotechnologies has enabled the development of fabrics with advanced properties that enhance their functionality and durability. Through the use of silver or titanium dioxide nanoparticles, fabrics acquire antibacterial, water-repellent, and fire-resistant characteristics. These materials are widely used in sportswear, industrial uniforms, and hospital textiles, where hygiene and protection are essential.
Applications in medical, sports, and industrial apparel.
Furthermore, nanotechnology in the textile industry has driven the creation of smart fabrics capable of regulating body temperature, eliminating odors, and offering greater comfort to the wearer. These innovations provide benefits in medical settings as well as in sports and work activities, raising standards of safety, performance, and comfort in the daily use of clothing.
6. Nanotechnology in construction
Cements and concretes with nanoparticles
In civil construction, silica nanoparticles or metallic oxides improve the strength, durability, and setting time of cement. This results in safer and more sustainable structures.
Smart glass and thermal coatings
Glass treated with nanotechnology controls the entry of light and heat, helping to maintain stable internal temperatures and reducing energy consumption.
7. Nanotechnology in the food industry
Active and intelligent packaging
One of the most relevant applications of nanotechnology in modern industry for food safety is the development of active and intelligent packaging. This packaging can absorb oxygen, regulate humidity, or release natural preservatives in a controlled manner, extending the shelf life of food without compromising its quality. Thanks to these innovations, food waste is reduced,d and the preservation of fresh and processed products is improved.
Nanotechnology for food preservation and safety.
Furthermore, the use of nanomaterials has revolutionized control and monitoring systems in the food industry. These technologies allow for the real-time detection of pathogens, contaminants, and changes in food composition, ensuring higher standards of safety and quality. As a result, production and distribution processes become safer, more efficient, and more reliable for both companies and consumers.
8. Nanotechnology in electronics and computer science
Miniaturization of electronic components
Advances in nanoscale technology have enabled a significant reduction in the size of electronic components without sacrificing performance. Transistors and chips with increasingly smaller structures offer faster processing speeds, lower power consumption, and better thermal management, driving the development of more powerful, lightweight, and efficient devices, from smartphones to data centers.
Conductive materials and nanorobotics
On the other hand, the use of advanced conductive materials is laying the groundwork for a new generation of more flexible, robust, and durable circuits. These innovations pave the way for self-repairing systems and the creation of nanorobots with applications in electronics, medicine, and industrial automation, consolidating a future where technology will be smarter, more precise, and more sustainable.
9. Nanotechnology in the automotive industry
Self-cleaning paints and lightweight plastics
The automotive industry has incorporated nanoscale advancements to improve vehicle performance and durability. Coatings developed with nanotechnology in the automotive industry offer greater resistance to scratches, corrosion, and weathering, as well as easier surface cleaning. This is complemented by the use of lighter and more durable plastics, which contribute to reducing vehicle weight and improving fuel efficiency.
Lubricants with nanoparticles for greater efficiency.
On the other hand, lubricants formulated with metallic nanoparticles have demonstrated a significant reduction in internal engine friction. This translates into less wear on parts, greater fuel efficiency, and reduced pollutant emissions. These innovations not only optimize vehicle performance but also contribute to the sustainability and efficiency goals of the modern automotive industry.
10. Nanotechnology in the water and environmental industry
Water purification with nanomaterials
Nanotechnology applied to the environmental industry is transforming water treatment and purification processes. The use of metal oxide nanoparticles and carbon-based materials allows for the highly efficient removal of heavy metals, bacteria, viruses, and other contaminants, even at very low concentrations. These technologies significantly improve the quality of drinking water and facilitate access to safer water sources.
Sustainable filters and heavy metal removal
Furthermore, filters developed with nanomaterials stand out for their greater efficiency, durability, and regenerative capacity. This reduces operational costs, minimizes the use of chemicals, and decreases the environmental impact of treatment systems. Thanks to these solutions, more sustainable water management is promoted, and the protection of ecosystems is strengthened, positioning the environmental sector as an important driver for the responsible development of the future.
The future of nanotechnology in industry.
The development of new materials opens a promising scenario for the industry of the future. The creation of self-repairing surfaces and structures is expected, extending their lifespan and responding intelligently to environmental conditions, thus reducing maintenance costs and resource consumption. Similarly, advanced nanocatalysts will allow for the optimization of chemical reactions, making processes more efficient, cleaner, and more economical, with less environmental impact.
Self-healing materials and nanocatalysts
The future points towards materials capable of self-repair, reduced wear, and adaptation to the environment. Similarly, advanced nanocatalysts will enable cleaner and more economical chemical processes.
Ethical and environmental challenges of nanochemistry
Despite its enormous potential, nanotechnology also presents significant challenges in terms of safety, health, and the environment. The potential toxicity of certain materials and the proper management of their waste require rigorous studies and strict controls. Therefore, international norms and regulations play a fundamental role in ensuring responsible development, promoting innovation without compromising human safety or the balance of ecosystems.
Final reflection
Modern industry is at a turning point, where scientific innovation is redefining how materials are designed and produced. By intervening at extremely small scales, it is possible to create solutions with greater precision, better performance, and longer lifespan, resulting in more efficient and responsible processes.
This advancement is driving a profound transformation in key sectors such as energy, construction, and manufacturing, enabling reduced resource consumption and environmental impact without sacrificing quality. Strategically integrated nanotechnology is therefore positioning itself as an engine of change that not only optimizes production but also contributes to more conscious and sustainable industrial development on a global scale.